Un pequeño defecto puede tener graves consecuencias para el proceso posterior de la pieza.
Para asegurarnos de cumplir con nuestros altos estándares de calidad, controlamos nuestros medios de producción, materias primas y piezas fundidas continuamente durante todo el proceso de elaboración, utilizando una amplia gama de procedimientos.
Cuando recibimos las materias primas, las revisamos directamente antes de su almacenamiento, principalmente el aluminio, el cual es analizado con un espectrómetro para verificar su composición química.
Para comprobar la consistencia de los moldes de arena utilizados en el proceso de fundición, se realiza una medición tanto de la humedad, con una herramienta que mediante el secado de la arena obtiene su porcentaje de humedad, como de su dureza.
Para ello formamos un cilindro de arena que es sometido a presión.
Con el dispositivo de medición de la densidad comprobamos en una probeta el volumen de gas en el aluminio. La pieza debería que tener una densidad en torno a 2’7, dependiendo de la aleación utilizada.
Este control es muy importante, para averiguar la composición química de la aleación fundida; para ello utilizamos el espectrómetro.
Analizamos los datos, los cuales son registrados en nuestro ERP al mismo tiempo que son plasmados sobre el certificado 3.1 y enviado al cliente en el momento de la expedición.
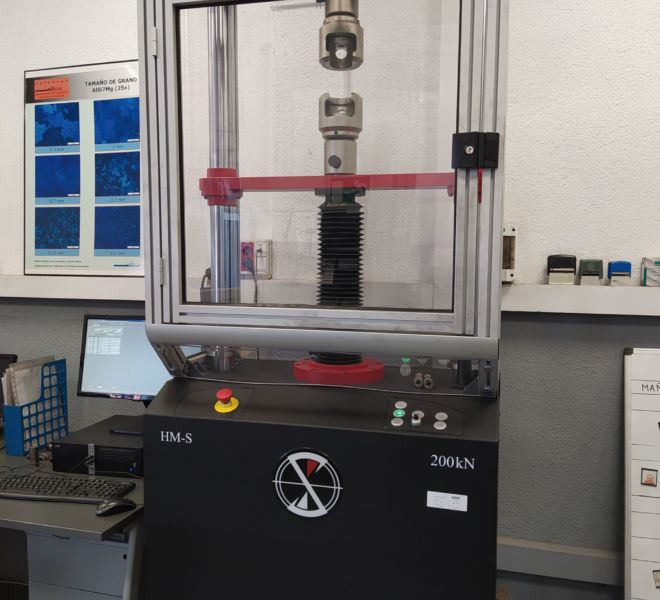
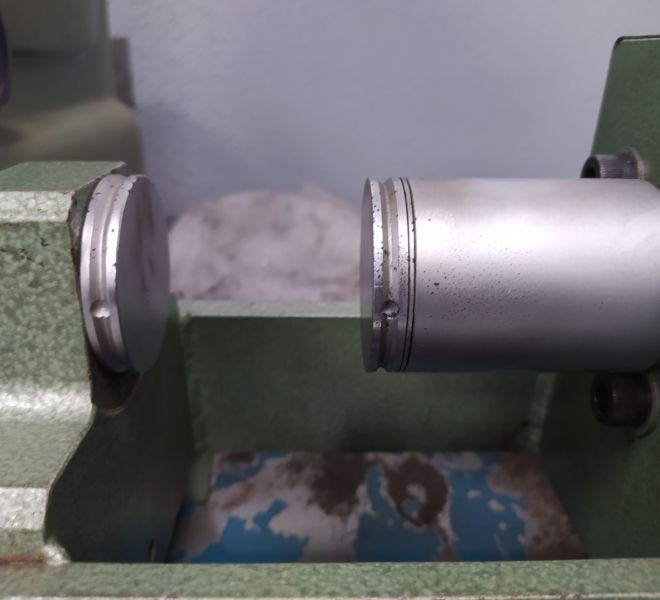
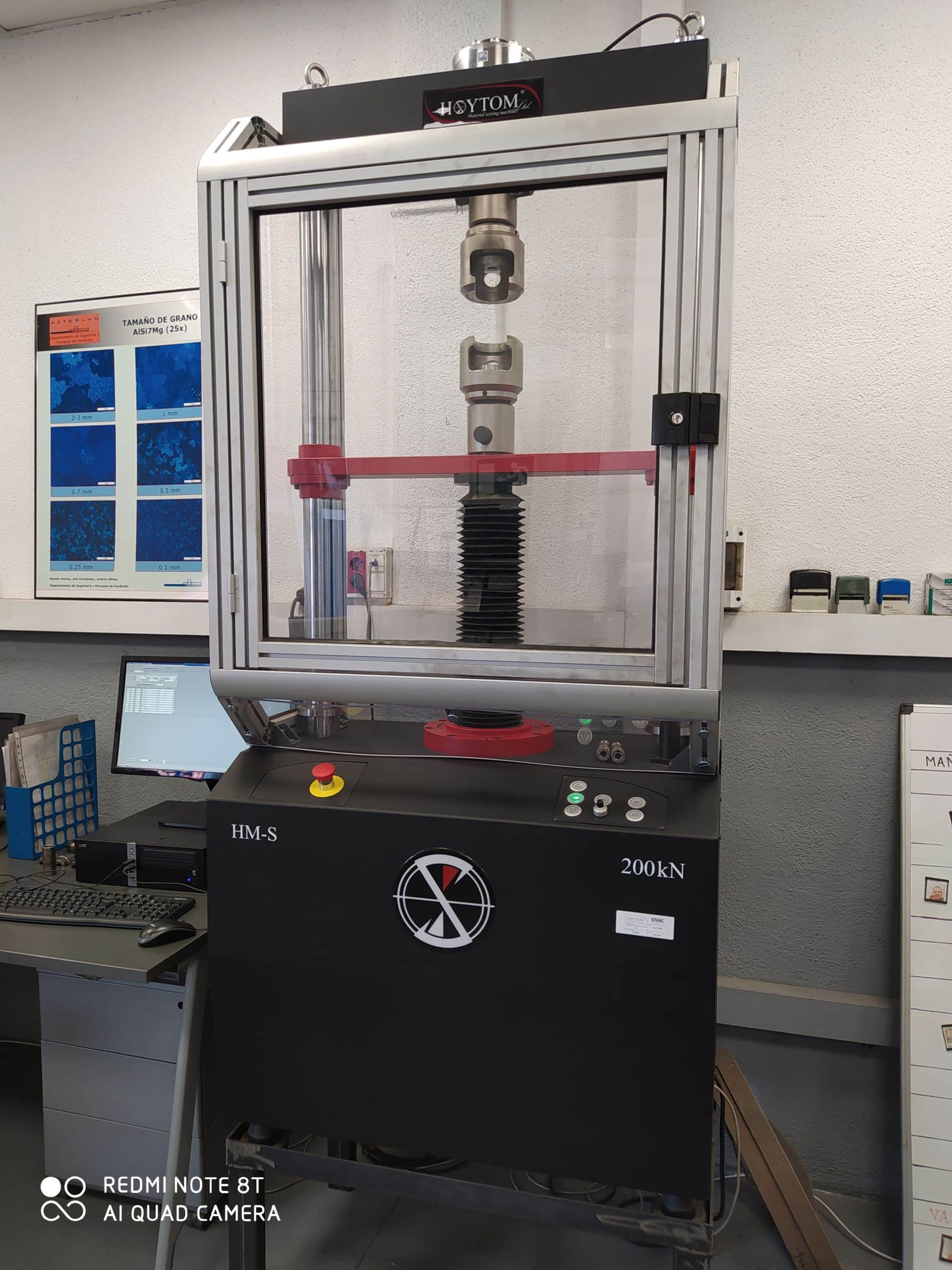
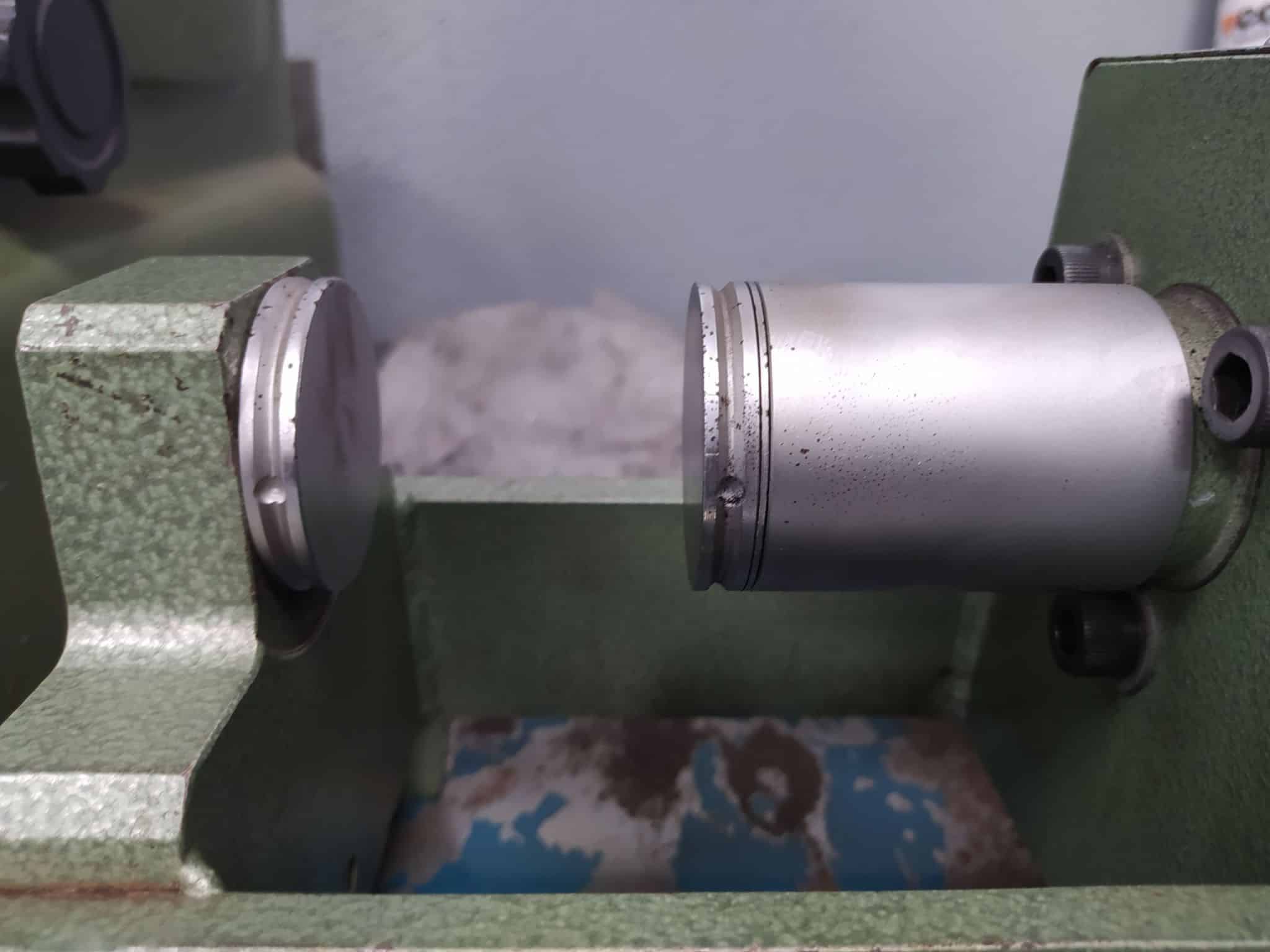
El ensayo se puede realizar tanto con una probeta en bruto o mecanizada, así como sobre una muestra de una pieza de fundición.
Comprobamos las propiedades mecánicas de la pieza mediante una máquina de ensayos de tracción, la cual ejerce fuerza sobre la probeta hasta romperla y obteniendo las propiedades mecánicas de: alargamiento, fuerza de tracción y carga de rotura.
Todas las comprobaciones se registran en detalle en hojas de datos internas para que podamos hacer un seguimiento de tus especificaciones más fácil y rápido.
Después del tratamiento térmico, que se lleva a cabo a petición del cliente y en la propia empresa, comprobamos la dureza de las piezas con un durómetro, ya sea con el durómetro portátil o fijo, y para el 100% de las piezas.
Uno de nuestros métodos de inspección no destructivos es la fluoroscopía o radioscopía. Aquí es donde las piezas entran en una cabina de rayos X, y obtenemos las grabaciones del interior de las piezas para un control del 100%. También tenemos la opción de enviar dichas imágenes. Se puede obtener más detalles sobre este proceso en nuestra página de Rayos X.
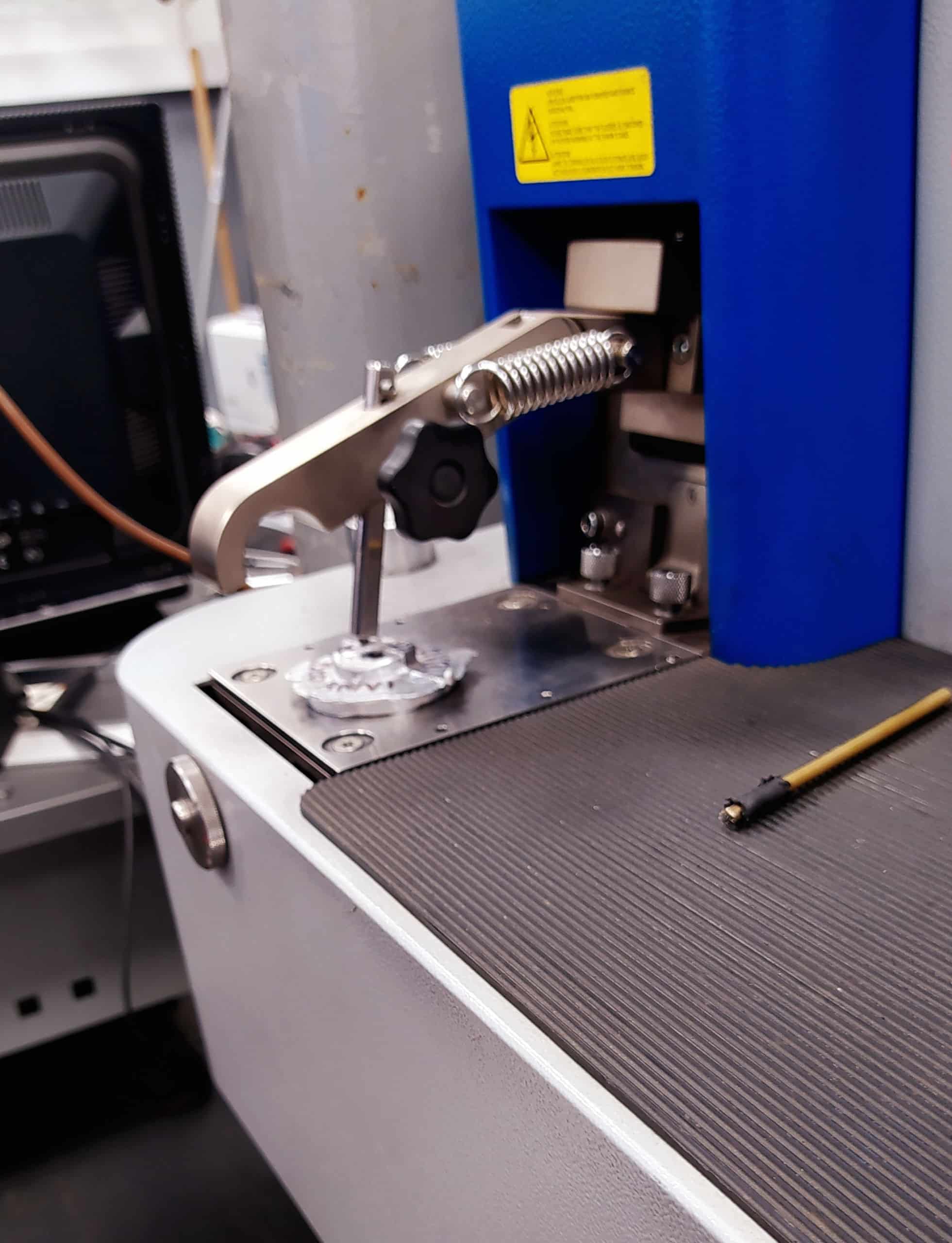
Los líquidos penetrantes es un control que también pertenecen al grupo de ensayos no destructivos.
Es un control que puede permitir la observación de defectos superficiales, como porosidades o fisuras. Recomendamos este control sobre pieza mecanizada, no sobre pieza bruta, ya que la rugosidad de la pieza puede darnos falsas indicaciones y obtener un resultado no fiable.
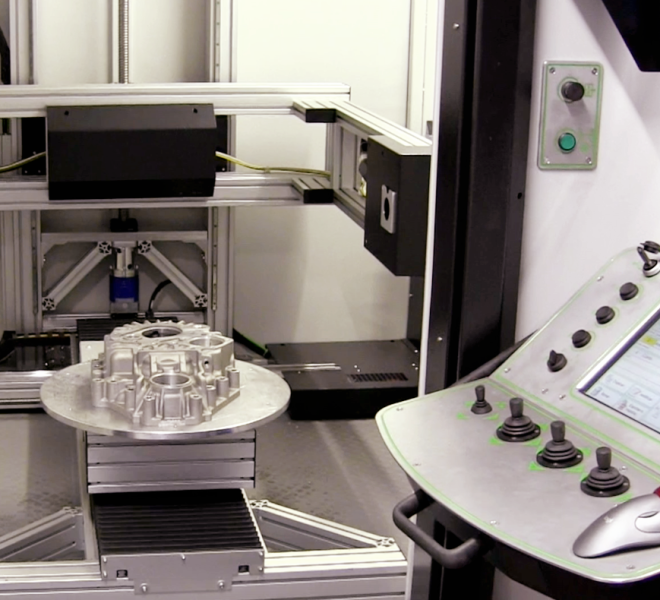
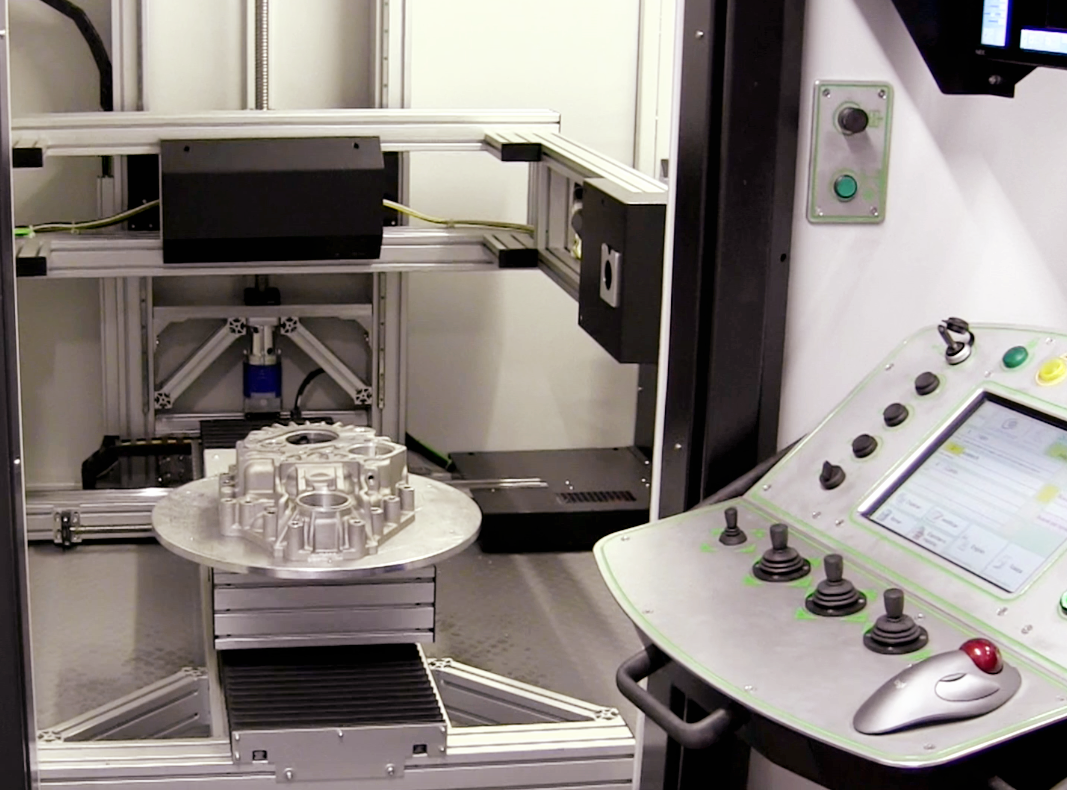
Nuestro brazo Faro nos permite, mediante un escaneo en 3D de la pieza ya fundida, realizar una comparación con el diseño original del cliente.
Esto se realiza mediante la superposición del 3D inicial del cliente con el 3D obtenido del escaneo de la pieza.
El informe resultado de este escaneo es enviado al cliente.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}